Autor:
Charles Brown
Data Utworzenia:
6 Luty 2021
Data Aktualizacji:
16 Móc 2024

Zawartość
Spoina TIG (Tungsten Inert Gas) wykorzystuje elektrodę wolframową do podgrzewania metalu, podczas gdy argon chroni spoinę przed zanieczyszczeniami. Ta technika pozwala na uzyskanie czystego, wysokiej jakości spoiny na większości metali, w tym stali, stali nierdzewnej, stali chromowo-molibdenowej, aluminium, stopach stali z niklem, magnezem, miedzią, mosiądzem, brązem i złotem. Wykonaj poniższe czynności, aby włączyć i używać spawarki TIG.
Kroki
Metoda 1 z 3: Konfiguracja spawarki TIG
Załóż sprzęt ochronny. Przed uruchomieniem jakiejkolwiek spawarki należy założyć okulary ochronne, odzież trudnopalną i maskę spawalniczą z ochroną oczu.
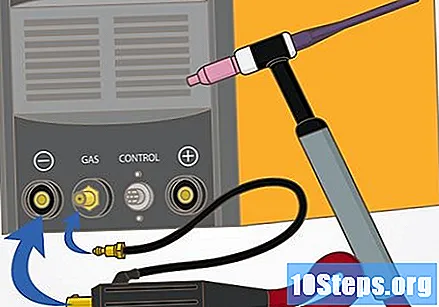
Podłącz uchwyt TIG. Wszystkie uchwyty TIG posiadają ceramiczną dyszę do prowadzenia argonu, miedzianą tuleję do trzymania elektrody oraz układ chłodzenia. Użyj adaptera w zestawie akcesoriów, aby podłączyć palnik do przedniej części spawarki.
Podłącz pedał do maszyny. Pedał służy do regulacji temperatury zgrzewania.
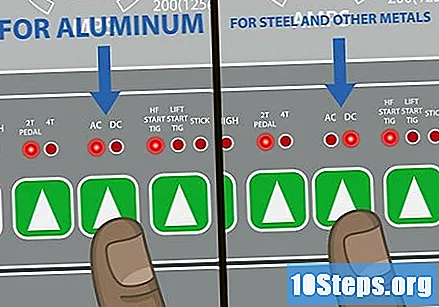
Wybierz polaryzację. Zależy to od rodzaju spawanego materiału. Jeśli chcesz spawać aluminium, ustaw polaryzację spawarki na prąd przemienny (AC). Jeśli jednak zamierzasz spawać inne materiały, ustaw spawarkę na elektrodę ujemną prądu stałego (DCEN).- Jeśli maszyna ma opcję zmiany częstotliwości, konieczne będą pewne regulacje w zależności od spawanego materiału. W przypadku aluminium maszyna musi pracować z wysoką częstotliwością przez cały proces spawania. W przypadku stali częstotliwość powinna być wysoka tylko na początku spoiny.
Wyostrz wolfram. Grubość spawanego metalu i prąd elektryczny są czynnikami określającymi średnicę pręta wolframu. Ostrzyć w kierunku promieniowym wzdłuż obwodu wolframu, a nie bezpośrednio w kierunku końców.- Użyj szlifierki, aby naostrzyć elektrodę wolframową. Naostrz elektrodę tak, aby jej końcówka znajdowała się w tym samym kierunku co obrót szmergla.
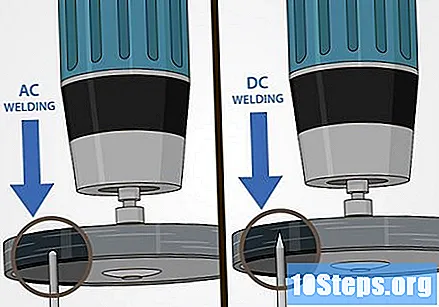
- Podczas spawania prądem przemiennym pozostaw wolfram zaokrąglony; gdy używasz prądu stałego, pozostaw go z ostrym końcem.
- Jeśli zamierzasz wykonać spoinę pachwinową, naostrz elektrodę tak, aby miała cienką końcówkę o długości od pięciu do sześciu milimetrów.
Skonfiguruj przepływ gazu. Do lutowania użyj czystego argonu lub mieszanki, takiej jak argon z helem. Zdejmij plastikową osłonę.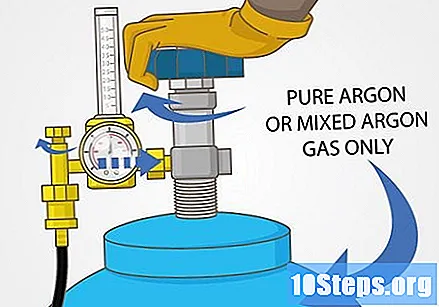
- Otwórz i zamknij zawór gazowy, aby usunąć wszelkie zabrudzenia z rurociągu.
- Zamocuj regulator gazu, a następnie zakręć nakrętkę, jednocześnie przekręcając regulator; rób to, dopóki regulator nie zostanie bezpiecznie zamocowany.
- Dokręcić regulator kluczem; upewnij się, że zawór regulacyjny jest całkowicie otwarty.
- Podłącz wąż gazowy i przepływomierz, a następnie otwórz zawór butli. Podczas otwierania zaworu rób to delikatnie, otwierając go stopniowo. Zwykle wystarczy ćwierć obrotu.
- Poszukaj wszelkich wycieków wzdłuż rury; poszukaj odgłosów wycieku lub użyj sprayu do wykrywania wycieków.
- Wyreguluj przepływ gazu przez zawór regulacyjny. Przepływ gazu zmienia się w zależności od projektu; wiele używa przepływu od 4 do 12 litrów na minutę.
Skonfiguruj natężenie prądu. Natężenie prądu pozwala regulować kontrolę, jaką będziesz mieć podczas procesu spawania.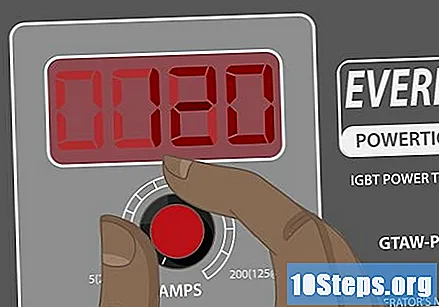
- Im grubszy spawany metal, tym większe natężenie prądu.
- Im bardziej jesteś skoordynowany z pedałem, tym wyższe może być natężenie prądu.
- Oto kilka konwencjonalnych proporcji, grubość materiału x prąd: 1,6 mm, od 30 do 120 amperów; 2,4 mm, od 80 do 240 amperów; 3,2 mm, od 200 do 380 amperów.
Metoda 2 z 3: Spawanie metalu
Oczyść spawany metal. Powierzchnię należy oczyścić z wszelkich zabrudzeń.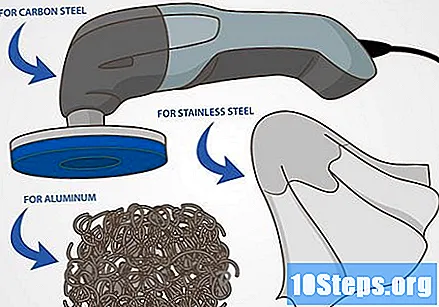
- Jeśli pracujesz ze stalą węglową, użyj szlifierki, aby utrzymać materiał w czystości.
- W przypadku aluminium najlepiej jest przepuścić szczotkę ze stali nierdzewnej.
- W przypadku stali nierdzewnej wyczyść obszar zgrzewu za pomocą rozpuszczalnika na szmatce. Przed rozpoczęciem spawania należy przechowywać rozpuszczalnik i inne chemikalia w bezpiecznym miejscu.
Włóż wolfram do gniazda. Poluzuj tylną część zacisku elektrody, włóż elektrodę wolframową i ponownie zabezpiecz tylną część. Możliwe, że elektroda znajduje się co najmniej 6 mm poza cęgami.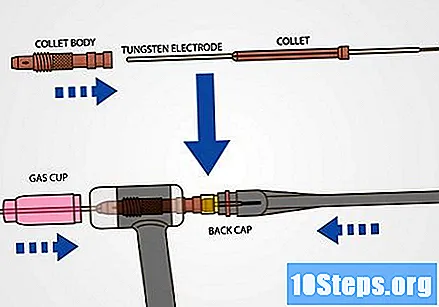
Połącz części, które zostaną rozwiązane. Połącz części za pomocą wspornika C lub żelaznego kwadratu.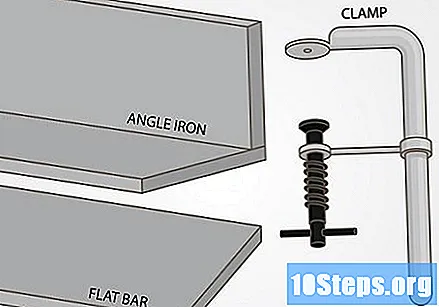
Połącz elementy za pomocą kropli lutowniczych. Pomoże to utrzymać części razem podczas wykonywania ostatniego spawania. Pozostaw kilka cali między kroplami spoiny.
Trzymaj uchwyt TIG. Pamiętaj, aby trzymać go pod kątem 75 stopni i nieco więcej niż 6 mm od części.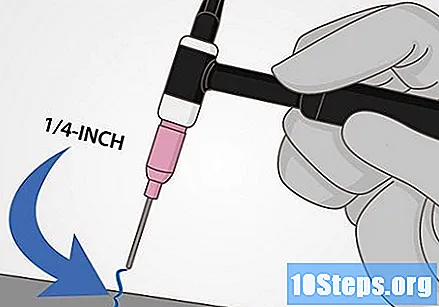
- Nie pozwól, aby wolfram dotykał jeziorka spawalniczego, w przeciwnym razie zanieczyści materiał.
Poćwicz kontrolę temperatury za pomocą pedałów. Jeziorko spawalnicze powinno mieć szerokość 6 mm. Ważne jest, aby jeziorko spawalnicze miało stały rozmiar, aby linia spawania była spójna.
Drugą ręką przytrzymaj pręt do lutowania. Trzymaj go pod kątem 15 stopni do części.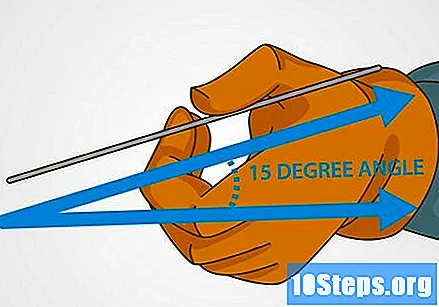
Użyj uchwytu TIG do podgrzania metalu podstawowego. Temperatura łuku elektrycznego utworzy kałużę stopionego metalu. To w tej kałuży odbywa się spawanie.
- Gdy jeziorko spawalnicze otoczy dwa kawałki metalu, dodawać stopniowo materiał wypełniający, aby uniknąć aglutynacji.
- Pręt wypełniający utworzy bardziej wzmocnioną warstwę dla spoiny.
Używając łuku spawalniczego, przesuń jeziorko spawalnicze w żądanym kierunku. W przeciwieństwie do spawania MIG, gdzie jeziorko spawalnicze prowadzi się w miejsce, w którym wskazuje palnik, podczas spawania TIG popychamy jeziorko w kierunku przeciwnym do kierunku palnika.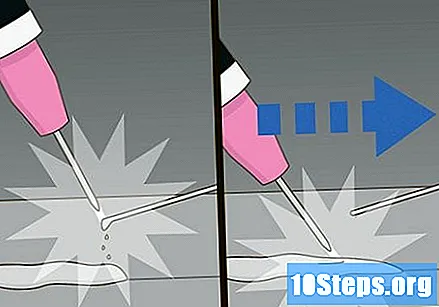
- Aby wyobrazić sobie ruch, który wykonasz, wyobraź sobie osobę leworęczną używającą pióra. Podczas gdy osoba praworęczna pisałaby, przeciągając pióro pod kątem w prawo (na przykład spaw MIG), osoba leworęczna przechylałaby pióro w lewo, ale nadal przeciągałaby pióro w prawo.
- Kontynuuj przesuwanie jeziorka spawalniczego, aż cały żądany obszar zostanie zespawany. Tam wykonałeś spawanie TIG!
Metoda 3 z 3: Nauka różnych rodzajów spawania
Spróbuj wykonać spoinę pachwinową. Podczas wykonywania spoiny pachwinowej należy przestrzegać zasad spawania TIG. Ten rodzaj spoiny polega na połączeniu dwóch metali pod zadanym kątem. Kąt między elementami powinien wynosić od 45 do 90 stopni; aby wykonać zgrzew, utwórz jeziorko spawalnicze w narożniku, pomiędzy elementami. Spoina pachwinowa powinna wyglądać jak trójkąt, jeśli jest oglądana z boku (lub w przekroju).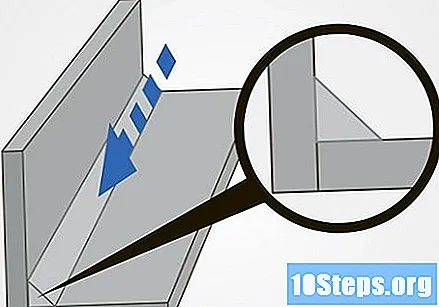
Nałożona spoina. Pozostaw jeden kawałek zachodzący na inny, a następnie utwórz jeziorko spawalnicze w miejscu styku elementów. Kiedy dwie metalowe części połączą się, dodaj materiał wypełniający do kałuży.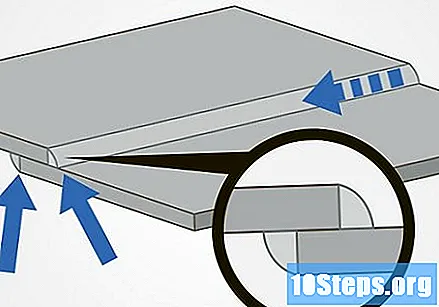
Wykonaj spoinę T za pomocą dwóch części. Przechyl palnik do punktu, w którym bezpośrednio ogrzewa obszar spawania. Zachowaj krótki łuk podczas wysuwania elektrody poza ceramiczny stożek. Umieść pręt napełniający w miejscu, w którym spotykają się dwie części.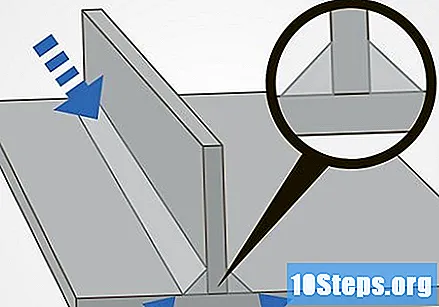
Spoina narożna. Rozpocznij spawanie w miejscu styku dwóch części. Trzymaj jeziorko spawalnicze na styku dwóch części. Będziesz potrzebował znacznej ilości materiału wypełniającego, aby wykonać spoinę narożną, ponieważ części nie będą zachodzić na siebie.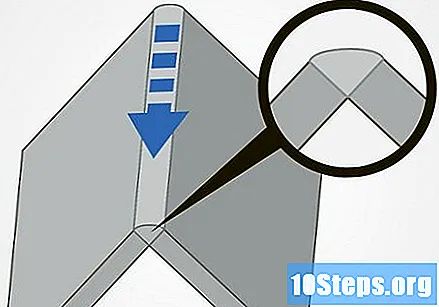
Utwórz spoinę czołową. Utwórz jeziorko spawalnicze bezpośrednio na styku dwóch metalowych części. Ten rodzaj spawania jest trudniejszy, ponieważ części nie zachodzą na siebie. Po zakończeniu składania elementów opuść łańcuch spawarki, aby wypełnić krater, który się utworzy.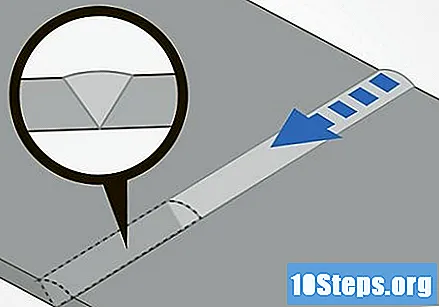
Ostrzeżenia
- Nie używaj argonu zmieszanego z CO2 do spoiny TIG. CO2 to aktywny gaz, który zniszczy elektrodę wolframową.
- Użyj maski spawalniczej z przyciemnionym wyświetlaczem, odpowiedniej do spawania.
- Przed uruchomieniem spawarki nosić suche rękawice izolacyjne.
- Pod maską spawalniczą nosić okulary ochronne z osłonami bocznymi.
- Podczas obsługi spawarki nosić wzmocnioną odzież i obuwie ognioodporne.
Porady
- Jeśli spawany metal jest czysty, podczas procesu spawania nie będą wytwarzane iskry.
- Spawanie metodą TIG można wykonywać we wszystkich pozycjach, zarówno w poziomie, w pionie, jak i nad głową.
- Sekret spawania TIG tkwi w jeziorku spawalniczym, który powstaje zarówno z materiału dodatkowego, jak i spawanego metalu.
- Spawanie metodą TIG nie wytwarza dymu ani pary. Jeśli podczas spawania pojawi się dym lub para, to znak, że należy lepiej oczyścić spawany metal.
- W spawaniu TIG nie ma żużla; dlatego widok jeziorka spawalniczego nie będzie zasłonięty.
- Jeśli zbiornik gazu zbliża się do końca, zwiększ przepływ argonu, ponieważ mieszanina gazów na końcu zbiornika nie jest tak czysta.


